
I raccordi in acciaio inossidabile evidenziano dei valori di attrito più alti rispetto ai raccordi in acciaio al carbonio.
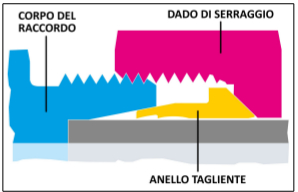
A causa di questa variazione meccanica, per il montaggio della raccorderia in acciaio inossidabile è necessaria l’adozione di una procedura particolare, che verrà esposta nel dettaglio in questa scheda riassuntiva.
L’esatta osservanza di queste istruzioni è assolutamente essenziale per assicurare il perfetto funzionamento dei raccordi ad anello tagliente in acciaio inossidabile.
Prima di iniziare le operazioni di premontaggio accertarsi che tutti gli strumenti da impiegare siano perfettamente efficienti. Sostituire quelli non conformi.
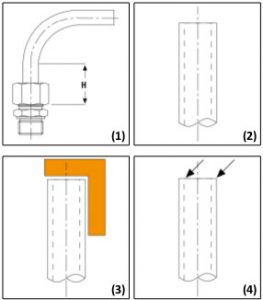
(Immagine 1,2,3,4)
Il segmento di tubo dove ci si appresta ad eseguire il premontaggio deve avere una parte diritta di almeno due volte la lunghezza del dado (lunghezza H). (1).

(Immagini 5)
Tagliare il tubo ad angolo retto (2) verificando che il taglio sia stato eseguito a 90° (3). Non usare tagliatubi a rullo. Togliere leggermente le sbavature interne ed esterne con l’apposito attrezzo (4).
Lubrificare i componenti con prodotti appropriati. DISEM potrà fornirvi la migliore pasta di montaggio.
Calzare il dado e l’anello tagliente sul tubo con il diametro maggiore dell’anello rivolto verso il dado (5).
Inserire il tubo nel cono a 24° del blocchetto di premontaggio, strumento assolutamente necessario per la raccorderia in acciaio inossidabile (6).
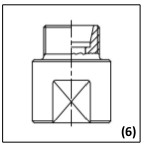
(Figura 6)
Serrare manualmente il dado finché l’anello tagliente risulti bloccato tra la superficie conica del blocchetto di premontaggio ed il dado stesso.
Successivamente avvitare il dado sino a che lo spigolo tagliente dell’anello entri in contatto con il tubo e ne impedisca la rotazione. Per l’operazione di premontaggio consigliamo l’utilizzo di una chiave tipo lungo (vedi USAG 285 L).
Per ottenere un risultato ottimale è necessario effettuare un segno sulla faccia superiore del dado con un marcatore (pennarello a vernice) al fine di tenerne monitorata la successiva rotazione (7).
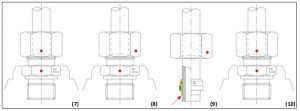
Immagine (7-8-9-10)
A questo punto avvitare il dado di serraggio affinché compia 3/4 di giro. In tal modo lo spigolo
tagliente dell’anello incide con la profondità necessaria la superficie esterna del tubo (8).
Svitare il dado e controllare che il tubo presenti un bordo ben sollevato tutt’intorno al fronte
dell’anello tagliente (9). Questo bordo deve coprire l’80% del fronte dell’anello, secondo DIN 3859.
Se il bordo sollevato non fosse soddisfacente, sarà necessario ripetere l’operazione di premontaggio.
Nota importante: per il premontaggio della raccorderia nei diametri più elevati – con particolare riferimento alla serie pesante – sono necessari notevoli momenti di serraggio!
Per un’agevolazione nelle operazioni di premontaggio, in caso di alta frequenza dei premontaggi, oppure per una massiva riduzione dei rischi durante le operazioni appena descritte, consigliamo l’utilizzo di una macchina di premontaggio:
Indicateci le Vs esigenze, valuteremo la soluzione migliore.
La mancata osservanza delle istruzioni di montaggio sopra indicate ci solleverà da ogni responsabilità.
Per ulteriori informazioni contattaci ad info@disem.it